

CHUANGRONG에 오신 것을 환영합니다


20-32mm 폴리 파이프 소켓 퓨전 머신 핸들 소형 PPR 용접기
기본 정보
| 모델 번호: | R 32mm | 최대 직경: | 32mm |
|---|---|---|---|
| 흡수 전력: | 800W | 차원: | 175*50*360mm |
| 작동 온도: | Tfe:260oc(+/-10oc);Te:180oc~290oc | 운송 패키지: | 플라스틱 상자 |
제품 설명

현행 표준을 준수하는 파이프 및 피팅 접합용 수동 소켓 용접기입니다. 알루미늄 열판과 실용적인 열 절연 플라스틱 손잡이가 특징입니다. HDPE, PP, PPR, PVDF 파이프 및 피팅을 용접할 수 있으며, 다양한 모양과 작업 범위를 갖추고 있어 다양한 용도에 적합합니다. 조절식 전자식 온도 조절기(TE) 또는 고정식 전자식 온도 조절기(TFE)와 함께 제공됩니다.
PPR 용접기의 세부 사항
| 재료 | PE, PP, PP-R, PVDF | ||
| 최대 직경 | 32mm | ||
| 흡수된 전력 | 800W | ||
| 무게 | 1.82kg | ||
| 차원 | 175*50*360mm | ||
| 작동 온도 | TFE:260°C(+/-10°C);TE:180°C~290°C | ||
| 주변 온도 | -5~40도 | ||
| 전원 공급 장치 | TE:230V-단상 50/60Hz;TFE:110~230V 단상 50/60Hz | ||
작동 지침
4.1. 주전원 전압이 다음과 같은지 확인하십시오.
소켓 퓨전 용접에 명시된 전압
기계판.
4.2. 소켓 퓨전을 사용하기 위한 장치
용접기
a b
a) 포크.바닥 용접에 적합합니다.
b) 벤치 브래킷. 벤치 작업용.
c) 플랫폼. 포크의 대안입니다.
4.3. 소켓 퓨전 용접기를 다음에 장착합니다.
선택한 장치.
4.4. 요구 사항에 따라 M/F 부싱을 장착합니다.
참고: 용접기와 접촉하는 부시 표면은 항상 깨끗하게 유지해야 합니다.
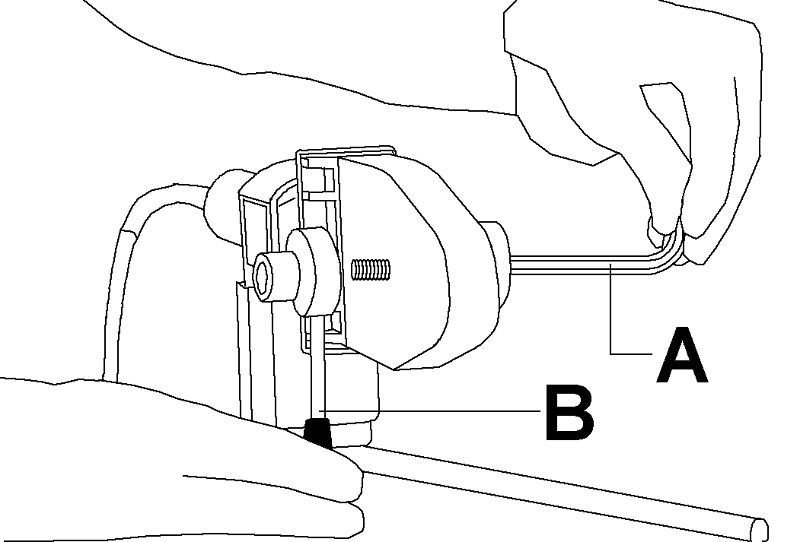
4.5. 온도에 필요한 열 교환을 얻기 위해 소켓 융착 용접기에 부싱을 단단히 고정합니다(렌치 사용).
덤불에 필요한
A: 육각렌치
B: 부시용 핀 유닛
4.6. 전원에 연결하세요
4.6.1. TE 모델
|
| 전원 켜기 후 LO v 표시.10~20분 후, 가열판에 온도가 표시되기 시작하여 설정 온도에 도달한 후 안정화됩니다. 설정 키를 눌러 템퍼링 모드로 들어가서 + -에 따라 온도를 설정합니다. -를 눌러 모드를 전환합니다. |
4.7. 소켓 퓨전 용접기를 켠 후 10~15분(또는 어떤 경우든 작동 온도에 도달한 후).
공급되는 모든 플라스틱 용접기의 부시 온도는 약 260°C로 설정되어 있습니다.
용접할 파이프 제조업체에서 지정한 대로 부시 가장자리가 있는지 확인하십시오.
디지털 온도계
180°C 사이의 정밀한 온도 조절
290°C까지 가능합니다. 디지털 온도계를 사용하세요.
미세한 변화도 측정하기 위해
포장

다른

귀하의 메시지를 보내주세요:






소셜 링크




문의하기
- 추가하다:
중국 청두시 동다로 333호, 링센터 T1동 911호.
- 전화: 0086-18180897627
- EMAIL: chuangrong@cdchuangrong.com
인기 상품 - 사이트맵 - AMP 모바일
페 물담뱃대, 남성 어댑터, HDPE 파이프 피팅, HDPE 파이프 피팅, 수리 클램프, HDPE 파이프 및 피팅,
-

핸드폰
-

이메일
-

왓츠앱
-

스카이프
-

맨 위

{kind=link}